

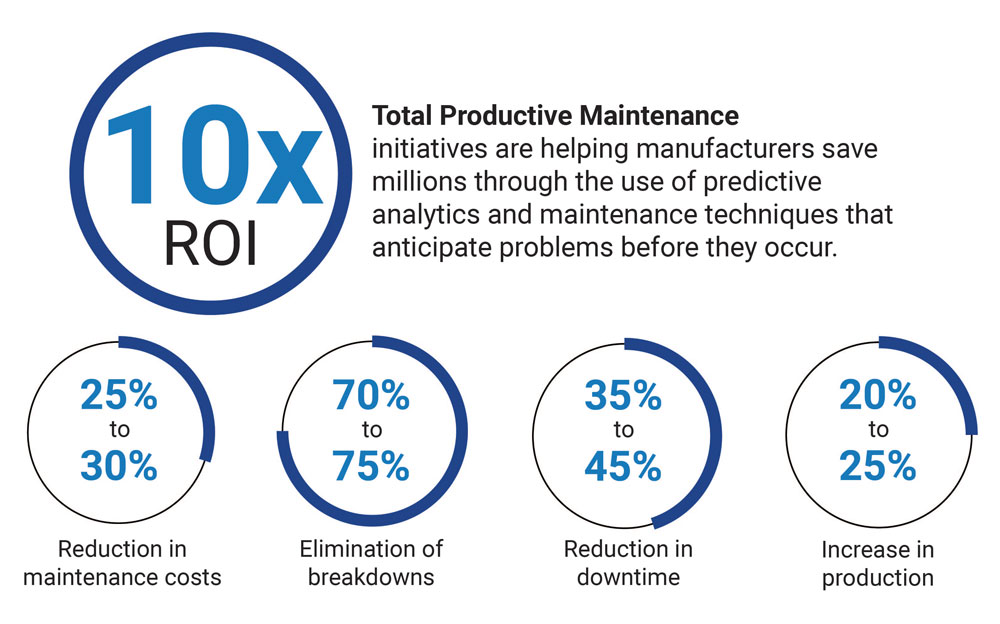
Many companies engage in reactive maintenance, which is when you wait for a problem to show up and then fix it. But this method can be very expensive due to unplanned downtime. Innovators are now saving millions by switching to a Total Productive Maintenance system to ensure machines run optimally, while using predictive analytics and maintenance techniques to anticipate problems before they occur.
What is Total Productive Maintenance?
Total Productive Maintenance (TPM) is a system designed to stabilize equipment performance and reliability. The primary goals of TPM are to eliminate waste caused by accidents, emergency and unscheduled downtime, defects and speed losses.
TPM achieves this through proactive maintenance and improvement of the integrity of production, safety and quality systems to ensure all equipment is in top working condition, minimizing breakdowns and delays in manufacturing processes.
TPM is successful because it promotes group activities among shop floor team members. The knowledge base received from team members is used to improve equipment reliability and productivity, thereby lowering maintenance and operating costs.
This is achieved by:
- Adopting a lifecycle approach to improve the overall performance of production equipment
- Improving productivity by highly motivated workers, achieved through job enlargement
- Using voluntary small group activities to identify the cause of failure, as well as possible plant and equipment modification.
The Eight Pillars of TPM
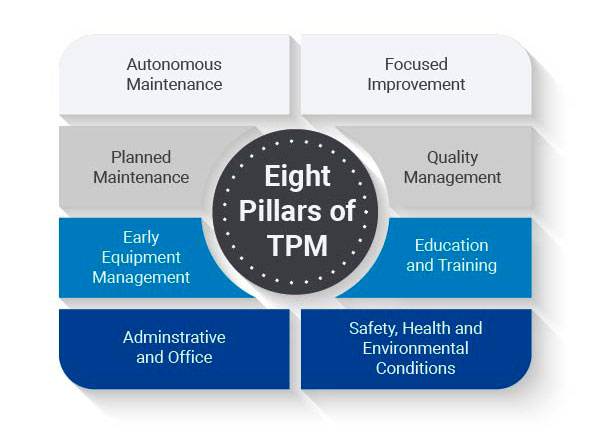
- Autonomous maintenance
Routine maintenance, such as cleaning, lubrication and inspection, is performed by the machine operator.
- Focused improvement
Creating a voluntary small group to identify the cause of failure, as well as possible plant and equipment modification.
- Planned maintenance
Data-driven maintenance schedule using prediction and failure rates.
- Quality management
Creating production processes to detect and prevent errors.
- Early equipment management
Designing new equipment based on knowledge and understanding gained through TPM program.
- Education and training
Train and educate operators, maintenance and managers on necessary information to achieve TPM goals.
- Administrative and office
Seek ways to apply TPM to administrative and office functions.
- Safety, health and environmental conditions
Ongoing maintenance of a safe and healthy workplace.
Total Productive Maintenance Types
TPM combines three different types of maintenance, including autonomous maintenance, preventive maintenance, and early equipment maintenance. Each plays an essential role in a TPM program:
- Autonomous maintenance
Determines what maintenance tasks, adjustments or cleaning can be completed by operators due to their daily use of the equipment and knowledge of when a machine acts differently.
- Preventive Maintenance
Seeks ways to prevent the need for maintenance and introduce methods to monitor the critical areas that require attention in real-time.
- Early equipment maintenance
Strives to ensure all possible components are no / low maintenance through the design, specification or build of your equipment.
Overall Equipment Effectiveness
Increasing the Overall Equipment Effectiveness (OEE) is a top priority of a TPM system. Autonomous maintenance uses OEE to measure losses and the opportunity for improvements by defining:
- The percentage of time a machine was producing quality parts compared to the time it was planned to be producing quality parts
- The equipment’s actual productivity compared to the ideal productivity, during a specified time
The difference between actual performance and ideal performance is waste, which TPM seeks to eliminate.
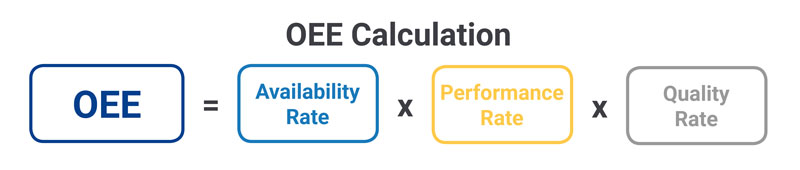
Three Factors of OEE Metrics
The OEE metric can help you develop a clear, cohesive plan of attack for achieving your TPM goals. It includes three factors — availability rate, efficiency rate and quality rate.
Availability rate
Availability rate helps you evaluate how much unplanned downtime you experience because of machine breakdowns or product changeover. When evaluating factory capacity, it’s essential to remove any time allotted for planned maintenance activities that are a part of your preventive maintenance program.
For example, if you have a line that runs 60 hours, and it takes three hours to complete the weekly preventive maintenance, then the equipment is available for 57 hours. When you schedule the weekly production, you must use the 57 hours of availability instead of the 60 hours worked by operators. The preventive maintenance activities remove 5% of the equipment time from the operator. As a plant manager, you can see why it might be tempting to “put-off” the preventive maintenance and just run the equipment to failure.
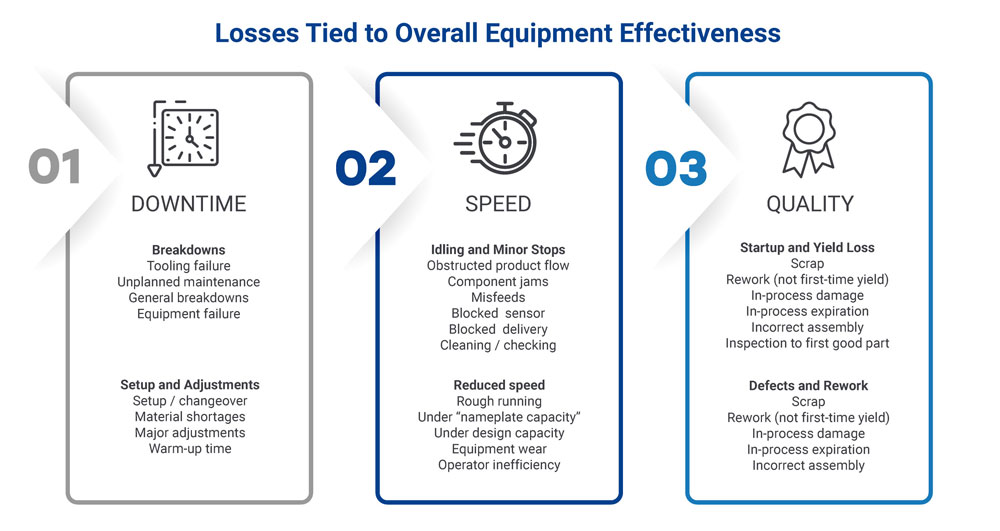
Efficiency rate — performance
Efficiency or productivity rate evaluates how much you are idling or stopping the machine, or running at reduced speeds. It’s usually one of the hardest components to identify and correct because identified issues tend to require an all-out blitz to restore the condition to standard.
When your equipment goes down, your maintenance people scramble to get the machine running again. When you have a quality issue, your quality and production people scramble to correct the situation to begin producing good parts. However, when you are running below “nameplate” speed, or you idle the machine, it can just look like a part of the process.
It’s always important to remember that what may be considered standard, may be a hidden issue. When stoppages or reduced speed becomes a normal part of the process, it’s time to use structured problem solving to investigate all of the potential causes for the idling / stoppages and reduced speed.
Quality rate
Quality rate evaluates the level of scrap and rework. In many situations, scrap is considered just a part of how the machine works.
Once again, the quality rate provides the opportunity to use structured problem solving to investigate the potential causes of scrap and rework. When seeking out the causes, it’s important to carefully determine which issues have become accepted as part of running the machine. When there are high levels of rework, there’s a capacity loss across the equipment for “good first-time” parts.
Ideally, to get the complete picture of how a machine runs, you should measure first-pass yield and scrap together.
Benefits of Total Productive Maintenance
Direct Benefits of TPM
- Increased productivity and Overall Plant Efficiency (OPE) by 1.5 to 2 times
- Reduction in customer complaints
- 30% reduction in manufacturing costs
- 100% customer satisfaction through the delivery of the right quantity at the right time in the required quality
- Reduction in accidents
- Pollution control measures followed
Indirect Benefits of TPM
- A higher level of confidence among employees
- Workplace kept clean, neat and attractive
- Favorable attitude change in operators
- Better team goal achievement
- Horizontal deployment of new concepts in all areas of the organization
- Knowledge and experience sharing
- Employees feel a level of ownership of the machines
- Improved safety (when paired with 5S)
Sustaining TPM with Equipment Visuals
Equipment visuals can help maintain your TPM gains and increase workplace safety. Equipment visuals communicate equipment and task-specific visual cues that help improve the efficiency and effectiveness of human interaction with equipment. These visual cues serve as reminders or warnings by:
- Communicating process settings or procedures
- Helping expose hidden parts making equipment easier to inspect
- Significantly reducing the time for equipment-specific training by placing important information on the equipment where it is needed
- Reducing problem-solving time with the use of equipment visuals
Total Productive Maintenance Examples and Visuals
Lubrication Visuals
Lubrication errors (both under and over lubrication) are one of the major causes of equipment failures. To maximize OEE, ensure employees are able to easily find the lube point, readily detect proper levels and correctly apply the right amount of lubricant at the appropriate time.

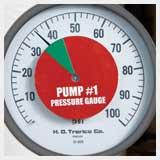
Inspection Visuals
Total productive maintenance visuals make it easy for operators or anyone in the plant to quickly detect operating abnormalities and emerging failures before they happen.
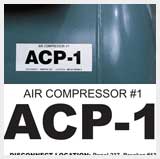
Speed Troubleshooting & Repair
Include “to” and “from” information on equipment ID labels to make it easier to trace lines in electrical and piping systems.
Storeroom Management
Up to 25% of downtime can be attributed to parts-related issues: going to get parts, looking for the right part, ordering parts, etc. Visuals can greatly simplify these tasks, resulting in faster turnaround, lower inventory costs and improved overall equipment effectiveness.

Predictive Maintenance
Use visuals to ensure that vibration, ultrasound and infrared measurements are taken at exactly the same spot every time — no matter who takes the reading — to ensure comparable data over time.

